
感应加热的原理:
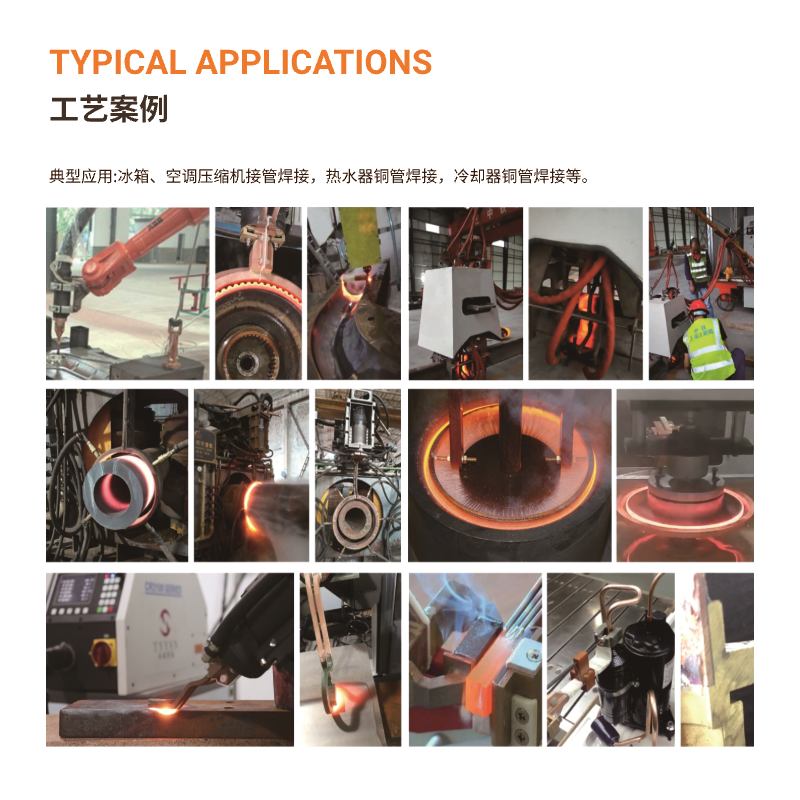

感应加热设备的广泛用途:
↔ 向左和向右滑动
| 加热类型 | 适用范围 | 频率选择 | 功率选择 |
 | 钻头、车刀、 铰刀、铣刀、钻头等及 不锈钢锅底不同材料的复合焊接。 | 原理:焊接体积越大, 频率应越低。对于体积小于 30*30*30 的刀具 ,可采用高频 ;如果大于 30*30*30,可以使用中频。 原理: 工件直径越大,频率应越低。 | 这取决于具体的工件 形状、材料、焊料等。 |
 | 紧固件、标准件、汽车配件、五金 工具、铜棒、麻花钻的热镦和热轧 等。 | φ20以上,中频(1-20KHZ) φ5-20,高频(20-100KHZ) φ5以下,UHF(100-500KHZ) | 根据 生产效率选择合适的功率。功率越高, 速度越快。详情请咨询本公司技术人员 。 |
 | 轴、齿轮、链轮、 机床导轨附件等的淬火。 | 原理:工件需要的硬化 层越浅, 频率应该越高。 超高 100-500KHZ 以下 1-2.5mm 超级音频 20-100KHZ IF 1-20KHZ 2.5mm 以上; | 考虑到工件形状、淬火 方法、淬火硬度、硬化层 要求和材料等,详情可咨询 本公司技术人员。 |
 | 金属丝管退火、液压配件、 汽车配件、刀剪、不锈钢锅 退火等。 | 结合工件 退火要求、退火速度和材料的综合考虑,详情请咨询 公司技术人员。 | |
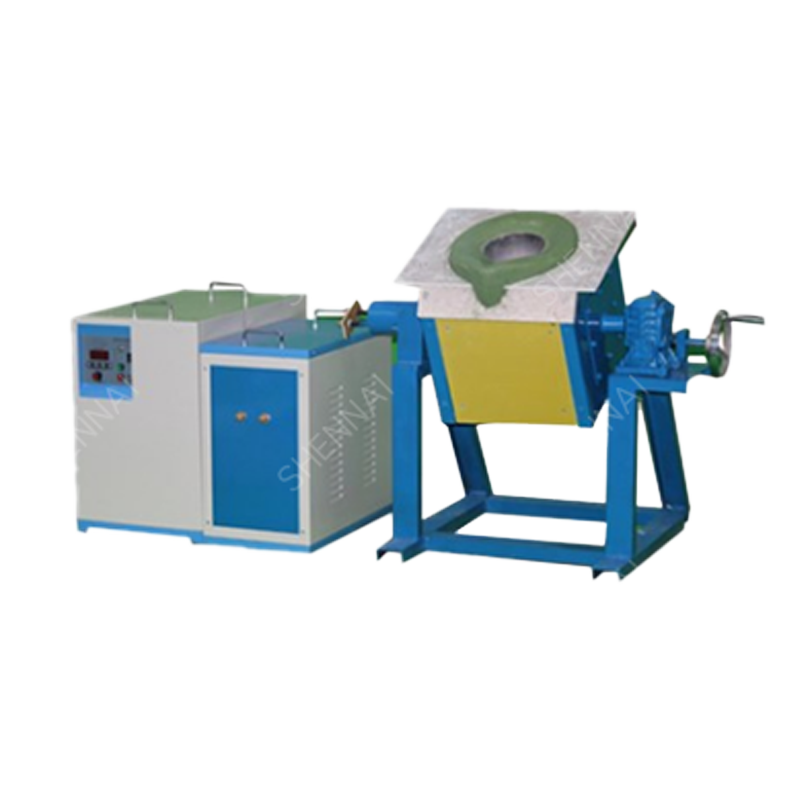
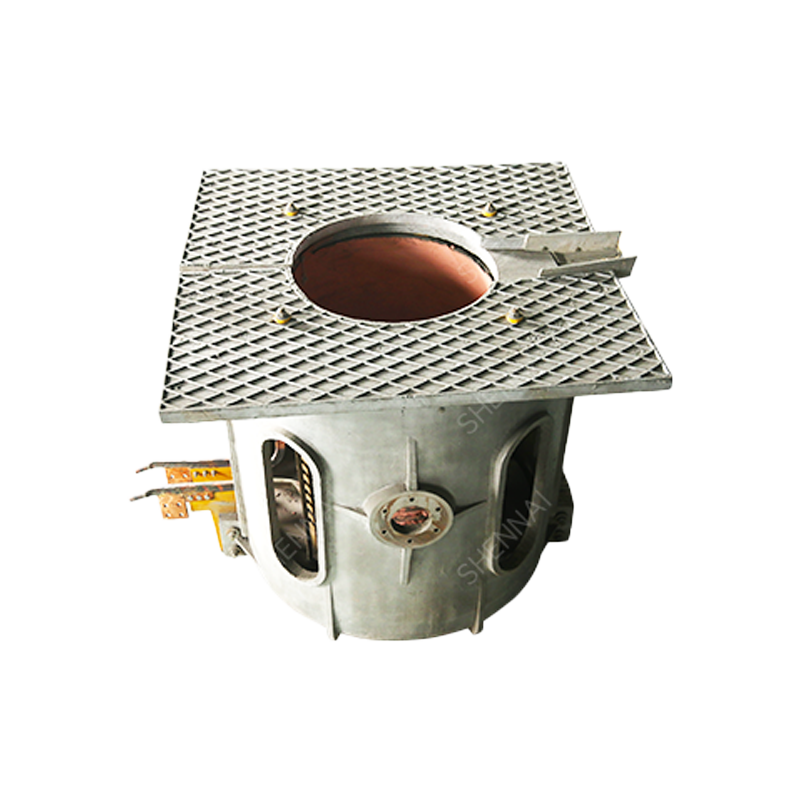
 | 主要适用于钢、铁、 铜、铝、锌及金、银等各种贵金属 的熔炼。 | 中频; 小容量可选高频 | 这取决于炉子和 生产效率。 |
 | 铝塑管、 钢塑管、电缆和电线的加热涂层: 用于食品、饮料和 制药行业的铝液滴密封件。 | 根据具体情况 | 取决于生产速度、 材料、温度。 |
| 高频感应加热设备技术参数 | |||||||
| 型 | SY-15KW 型 | SY-2*B | SY-30AB 型 | SY-3*B | SY-40AB 型 | SY-60AB 型 | SY-80AB 型 |
| 参数 | All-in-one/分体式 | All-in-one/分体式 | 分裂 | 分裂 | 分裂 | 分裂 | 分裂 |
| 输入电压 | 单相220V | 3×380V | |||||
| 50 HZ/60 HZ | |||||||
| 输出功率 | 15KW | 25KW | 30KW | 35KW | 40KW | 60KW | 80KW |
| 输出振荡频率 | 30-100 KHZ | 30-80 HZ | |||||
| 振荡电流 (A) | 200-800 | 200-1200 | 200-1400 | 400-1650 | 300-1800 | 300-2100 | 300-2400 |
| 冷却水流量 | >6L/min | >7L/min | >9L/min | ||||
| 加热时间 | 1-99s(自动状态) | ||||||
根据功率和频率选择电源。
频率越高,加热深度越浅,频率越低,热渗透越好。
| 规格 | 功能规格 | ||||||
| 一体 机 | 加热、保温、冷却三个过程可自动转换。 加热功率、保温功率、加热时间、保温时间和冷却时间五个参数可独立调节。 它适用于需要更精确加热温度的应用,例如热处理。 | ||||||
AB 分体机 | 变频变压器单独引出,用软线连接到主机,软线长1.5米。 适用于自动装配线或可及性差的应用中的手动现场作。 | ||||||
描述和优势: